









Memahami Komponen dan Operasi Injap Diafragma Pneumatik
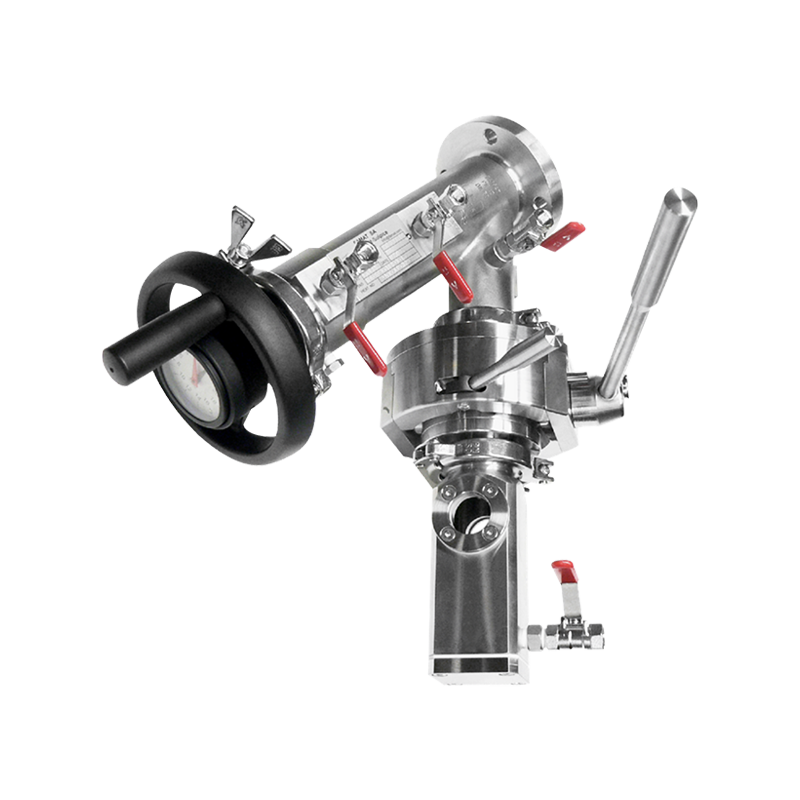
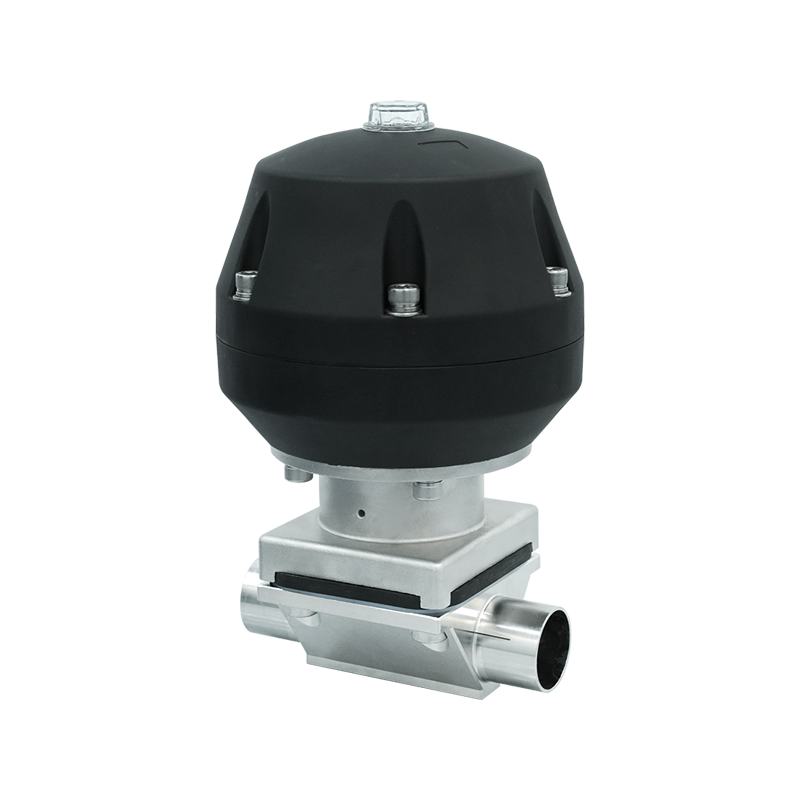
Injap diafragma pneumatik beroperasi melalui tekanan udara termampat yang bertindak pada diafragma fleksibel yang mengawal aliran bendalir melalui badan injap, menawarkan kawalan yang tepat dan penutupan yang boleh dipercayai dalam pelbagai aplikasi industri. Reka bentuk asas memisahkan media proses daripada mekanisme penggerak melalui diafragma elastomer atau PTFE, menghalang pencemaran cecair sensitif sambil melindungi komponen dalaman daripada bahan menghakis atau melelas. Ciri pengasingan ini menjadikan injap diafragma pneumatik amat berharga dalam pembuatan farmaseutikal, pemprosesan makanan, pengendalian kimia dan fabrikasi semikonduktor di mana ketulenan produk dan pencegahan pencemaran mewakili keperluan operasi yang kritikal.
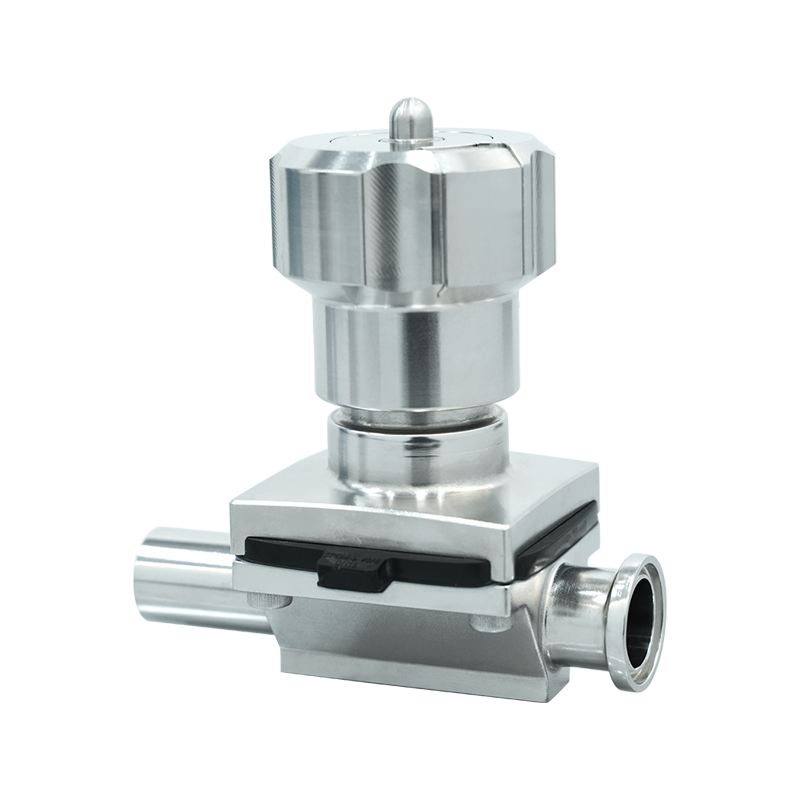
Badan injap menempatkan laluan aliran dan tempat duduk diafragma, biasanya dibina daripada keluli tahan karat, PVC, PVDF atau bahan lain yang dipilih berdasarkan keserasian kimia dengan cecair proses dan keperluan suhu operasi. Diafragma itu sendiri mengapit di antara badan injap dan pemasangan bonet, mewujudkan pengedap yang menghalang penghijrahan bendalir ke dalam ruang penggerak sambil membenarkan pemampat atau batang menghantar daya penggerak daripada penggerak pneumatik ke diafragma. Pemilihan bahan untuk diafragma terbukti kritikal, dengan pilihan termasuk EPDM untuk perkhidmatan air am, Viton untuk rintangan kimia, PTFE untuk keserasian kimia yang melampau dan sebatian khusus untuk aplikasi suhu tinggi atau pendedahan kimia tertentu.
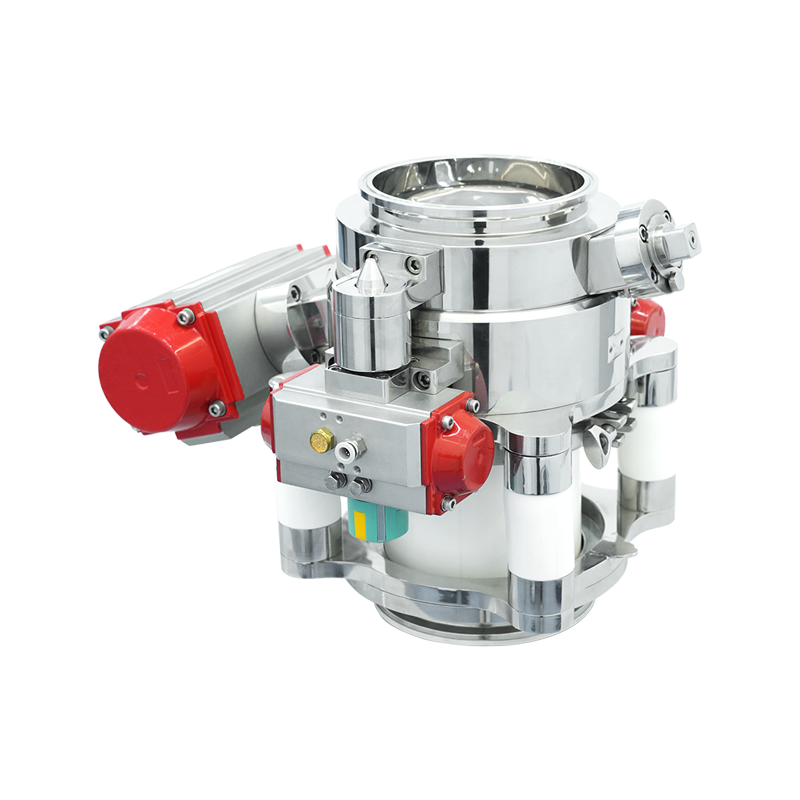
Penggerak pneumatik menukar tekanan udara termampat kepada daya mekanikal yang membuka atau menutup injap, dengan saiz penggerak ditentukan oleh daya batang yang diperlukan untuk mengatasi tekanan bendalir, kekakuan diafragma, dan sebarang keadaan proses yang menjejaskan operasi injap. Penggerak linear menyediakan kawalan berkadar melalui tekanan udara yang berbeza-beza yang meletakkan diafragma pada titik perantaraan antara terbuka sepenuhnya dan tertutup sepenuhnya, membolehkan peraturan aliran tepat dalam sistem kawalan proses automatik. Penggerak pemulangan spring menggabungkan spring dalaman yang memacu injap secara automatik ke kedudukan selamat yang telah ditetapkan apabila tekanan udara hilang, menyediakan operasi selamat gagal yang penting untuk sistem penutupan kecemasan dan aplikasi yang memerlukan tingkah laku mod kegagalan yang boleh diramal.
Perancangan Pra-Pemasangan dan Penyediaan Tapak
Pemasangan injap diafragma pneumatik yang berjaya bermula dengan perancangan komprehensif yang menangani konfigurasi paip, kebolehcapaian penggerak, keperluan udara instrumen dan keadaan persekitaran di lokasi pemasangan. Semak rajah proses dan instrumentasi untuk mengesahkan saiz injap, penarafan tekanan, pembinaan bahan dan keperluan penggerak yang ditetapkan sepadan dengan keadaan aplikasi sebenar, mengesahkan bahawa injap yang dipilih boleh mengendalikan tekanan operasi maksimum, suhu ekstrem dan pendedahan kimia yang dijangkakan semasa keadaan biasa dan kecewa. Percanggahan antara spesifikasi dan keadaan medan harus diselesaikan sebelum pemasangan diteruskan, kerana pemasangan injap yang tidak serasi menimbulkan bahaya keselamatan, masalah operasi dan kemungkinan kerosakan peralatan.

Keperluan penjajaran dan sokongan paip memerlukan perhatian semasa perancangan prapemasangan, kerana paip yang tidak sejajar mengenakan tekanan mekanikal pada badan injap yang boleh menyebabkan kebocoran, kegagalan pramatang atau kesukaran operasi. Sistem paip hendaklah mengandungi sokongan yang mencukupi pada kedua-dua belah lokasi injap, menghalang injap daripada menyokong berat paip yang akan menimbulkan tekanan pada badan injap atau sambungan. Sahkan bahawa paip hulu dan hilir mengikut saiz nominal yang sama seperti injap, atau sahkan bahawa pengurang yang betul tersedia jika peralihan saiz berlaku berhampiran lokasi injap. Percubaan untuk mengimbangi paip yang tidak sejajar dengan sambungan injap yang terlalu mengetatkan menghasilkan kepekatan tegasan yang meretakkan badan injap, terutamanya dengan bahan rapuh seperti PVC atau komponen bergaris kaca.
Keperluan bekalan udara instrumen termasuk mengesahkan tekanan, kapasiti aliran dan kualiti udara yang mencukupi untuk mengendalikan penggerak pneumatik dengan pasti sepanjang hayat perkhidmatannya. Penggerak pneumatik standard biasanya memerlukan empat puluh hingga seratus paun setiap tekanan udara inci persegi bergantung pada reka bentuk penggerak dan saiz injap, dengan sistem bekalan udara mengekalkan tekanan sekurang-kurangnya dua puluh peratus melebihi keperluan penggerak minimum untuk memastikan operasi yang boleh dipercayai walaupun terdapat variasi tekanan bekalan. Spesifikasi kualiti udara secara amnya mewajibkan penyingkiran lembapan, minyak dan zarah melalui peralatan penapisan dan pengeringan, menghalang kakisan penggerak, degradasi pengedap dan masalah operasi daripada bekalan udara yang tercemar. Memasang unit pengawal selia penapis khusus berhampiran lokasi injap menyediakan penyaman udara setempat dan peraturan tekanan khusus untuk keperluan injap tersebut.
Senarai Semak Prapemasangan
- Sahkan spesifikasi injap sepadan dengan keperluan proses termasuk saiz, penilaian tekanan, keserasian bahan dan jenis sambungan akhir sebelum dialih keluar daripada pembungkusan atau bersedia untuk pemasangan
- Periksa injap dan penggerak untuk kerosakan penghantaran termasuk penyok, retak atau komponen yang bengkok, dan sahkan semua aksesori termasuk penentu kedudukan, suis had atau injap solenoid ada dan tidak rosak
- Sahkan paip adalah bersih, disokong dengan betul dan diselaraskan dalam toleransi yang boleh diterima, dengan permukaan gasket bebas daripada serpihan, kerosakan atau penyelewengan yang mungkin menjejaskan pengedap
- Sahkan bekalan udara instrumen memenuhi keperluan tekanan, aliran dan kualiti dengan penapisan, peraturan dan peralatan penyingkiran lembapan yang sesuai dipasang dan berfungsi dengan baik
- Pastikan kelegaan yang mencukupi wujud untuk operasi penggerak, akses penyelenggaraan kepada pemasangan diafragma dan bonet, dan penggantian komponen haus pada masa hadapan tanpa pembongkaran paip yang meluas
Prosedur Pemasangan dan Sambungan Badan Injap
Orientasi injap yang betul memastikan prestasi optimum dan menghalang masalah operasi, dengan kebanyakan injap diafragma direka untuk kedudukan pemasangan tertentu yang ditunjukkan oleh anak panah arah aliran yang dilemparkan atau dicop pada badan injap. Memasang injap ke belakang membalikkan corak aliran yang dimaksudkan merentasi diafragma, yang berpotensi menyebabkan haus pramatang, mengurangkan keupayaan penutupan atau mengawal ketidakstabilan dalam aplikasi pendikit. Orientasi penggerak juga memerlukan pertimbangan, dengan penggerak pneumatik biasanya dipasang secara menegak di atas badan injap untuk mengelakkan pengumpulan lembapan dalam ruang penggerak dan membenarkan pengaliran yang betul bagi sebarang pemeluwapan yang terbentuk semasa operasi.
Pemasangan sambungan bebibir untuk injap diafragma bebibir melibatkan pemilihan gasket yang teliti, urutan pengetatan bolt, dan kawalan tork untuk mencipta mampatan seragam di sekeliling keseluruhan lilitan bebibir tanpa memberi tekanan berlebihan pada badan injap. Pilih gasket yang serasi dengan kedua-dua cecair proses dan bahan menghadap bebibir, dengan gasket muka penuh disyorkan untuk badan injap bergaris plastik atau kaca untuk mengagihkan beban bolt ke seluruh muka bebibir dan bukannya menumpukan tekanan pada muka yang dinaikkan. Pasang bolt bebibir ketat-ketat jari pada mulanya, kemudian gunakan tork dalam corak bintang yang bekerja dari bolt bertentangan secara beransur-ansur ke arah pengikat bersebelahan, melengkapkan berbilang hantaran mengetatkan dengan tork yang meningkat secara beransur-ansur sehingga mencapai nilai akhir yang ditentukan sesuai untuk bahan dan penarafan bebibir.
Pemasangan sambungan berulir memerlukan pengedap benang atau aplikasi pita yang menghalang kebocoran tanpa mencemarkan aliran proses atau menyukarkan pembongkaran pada masa hadapan. Sapukan pita PTFE atau pengedap benang yang sesuai pada benang lelaki sahaja, pita pembalut ke arah yang memampatkan gerakan mengetatkan dan bukannya membuka pita daripada benang. Penglibatan benang harus dimulakan dengan mudah dengan tangan, dengan rintangan yang menunjukkan benang silang, benang rosak atau bahan asing yang memerlukan pembetulan sebelum menggunakan sepana. Ketatkan sambungan berulir kepada nilai tork yang disyorkan menggunakan saiz sepana yang betul yang melibatkan flat sepenuhnya, elakkan sepana boleh laras atau sepana paip yang boleh merosakkan badan injap atau mengubah bentuk benang sambungan melalui daya yang berlebihan atau diagihkan secara tidak betul.
Pemasangan Penggerak Pneumatik dan Sambungan Talian Udara
Pemasangan penggerak pada bonet injap memerlukan pengesahan penjajaran yang betul antara batang penggerak dan pemampat injap atau plat diafragma, memastikan penghantaran daya berlaku secara konsentrik tanpa beban sisi yang menyebabkan kehausan atau kehausan pramatang. Kebanyakan injap diafragma pneumatik menggunakan corak pelekap penggerak piawai yang mematuhi piawaian industri seperti VDI/VDE 3845 atau ISO 5211, membenarkan pertukaran antara penggerak daripada pengeluar yang berbeza. Walau bagaimanapun, sahkan corak lubang bolt pelekap, sambungan batang dan dimensi keseluruhan sepadan sebelum mencuba pemasangan, kerana variasi dimensi antara komponen yang sepatutnya serasi boleh menghalang pemasangan yang betul atau mencipta masalah operasi walaupun pemasangan fizikal berjaya.
Memastikan penggerak ke injap melibatkan mengetatkan bolt pelekap kepada nilai tork yang ditentukan dalam urutan corak silang yang mengagihkan daya pengapit secara seragam di sekeliling bebibir pelekap. Kurang ketat membolehkan pergerakan antara penggerak dan injap yang merosakkan permukaan pelekap dan mewujudkan masalah penjajaran, manakala terlalu ketat boleh memecahkan bonet injap plastik atau mengubah bentuk bebibir pelekap pada komponen logam. Kebanyakan pengeluar menentukan tork bolt pelekap dalam arahan pemasangan mereka, dengan nilai berbeza-beza berdasarkan saiz bolt, bahan dan gabungan injap-penggerak tertentu yang dipasang. Sekiranya tiada spesifikasi tork khusus, gunakan nilai tork standard untuk gred bolt dan saiz yang digunakan, berhati-hati dengan komponen plastik yang bertolak ansur dengan tekanan yang lebih rendah daripada pemasangan logam.
Sambungan saluran udara ke penggerak memerlukan kelengkapan, bahan tiub dan kaedah sambungan yang sesuai yang menghalang kebocoran sambil membenarkan pemotongan masa depan untuk penyelenggaraan atau penggantian penggerak. Tiub plastik atau nilon bersaiz sesuai untuk sambungan port penggerak menyediakan sambungan fleksibel yang menampung pergerakan penggerak kecil sambil menahan kekusutan atau sekatan aliran. Kelengkapan tekan untuk menyambung membolehkan sambungan pantas dan boleh dipercayai tanpa memerlukan pengedap benang atau alatan khas, walaupun teknik pemotongan dan pemasukan tiub yang betul terbukti penting untuk prestasi bebas kebocoran. Potong tiub dengan pemotong yang sesuai yang menghasilkan potongan segi empat tepat, bersih tanpa mencacatkan hujung tiub, kemudian masukkan tiub sepenuhnya ke dalam pemasangan sehingga bahagian bawah pada hentian dalaman, mengesahkan penglibatan selamat dengan cuba menarik tiub tanpa melepaskan kolar pemasangan.
Kawalan Integrasi dan Pengujian Sistem Udara
Pemasangan pengawal selia penapis dalam talian bekalan udara menyediakan penyaman udara setempat dan kawalan tekanan khusus untuk keperluan penggerak injap, mengimbangi variasi tekanan bekalan dan mengeluarkan bahan cemar yang mungkin menjejaskan prestasi penggerak. Pasang pemasangan pengawal selia penapis di lokasi yang boleh diakses yang membolehkan penggantian elemen penapis yang mudah dan saliran kondensat tanpa memerlukan pembongkaran yang meluas atau mengganggu operasi pada peralatan bersebelahan. Halakan pengawal selia penapis mengikut arahan pengilang, biasanya secara menegak dengan mangkuk penapis ke bawah untuk menggalakkan saliran kondensat yang betul dan mendap bahan cemar. Laraskan pengawal selia untuk memberikan tekanan kira-kira sepuluh peratus melebihi keperluan penggerak minimum, menyediakan margin operasi yang mencukupi sambil mengelakkan tekanan penggerak yang tidak perlu daripada tekanan yang berlebihan.
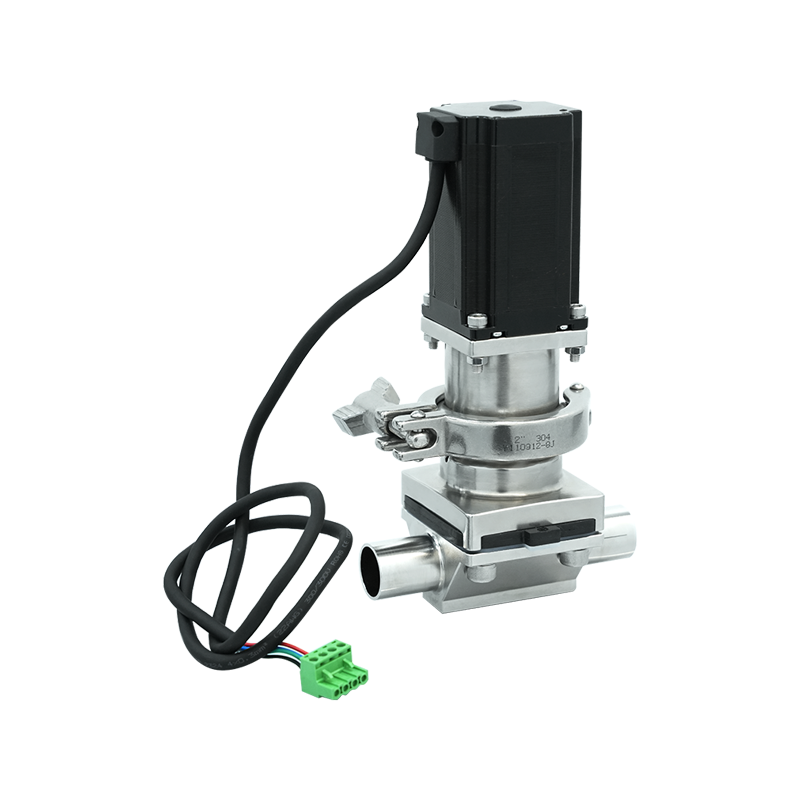
Pemasangan injap solenoid untuk kawalan injap automatik memerlukan pengesahan voltan yang betul, integriti sambungan elektrik dan ujian kefungsian untuk memastikan penggerakan injap yang boleh dipercayai sebagai tindak balas kepada isyarat kawalan. Sahkan bahawa penilaian voltan injap solenoid sepadan dengan bekalan kuasa yang tersedia, mengesahkan sama ada voltan AC atau DC diperlukan dan magnitud voltan berada dalam julat yang boleh diterima. Pasang injap solenoid dalam orientasi yang disyorkan oleh pengeluar, biasanya dengan gegelung ke atas untuk mengelakkan pengumpulan lembapan dan membenarkan pengaliran udara yang betul. Sambungan elektrik harus menggunakan saluran, kelenjar kabel atau genggaman kord yang sesuai yang mengekalkan penilaian perlindungan alam sekitar sambil memberikan pelepasan terikan yang menghalang kerosakan wayar daripada getaran atau daya tarikan yang tidak disengajakan.
Penunjuk kedudukan injap atau suis had memberikan maklum balas yang mengesahkan kedudukan injap untuk pemantauan sistem kawalan dan fungsi saling kunci, yang memerlukan pemasangan, pelarasan dan pengesahan yang betul semasa pentauliahan. Suis had mekanikal biasanya dipasang pada penggerak menggunakan kurungan yang memposisikan penggerak suis untuk menggunakan sesondol atau sasaran yang dipasang pada batang penggerak, mewujudkan isyarat kedudukan muktamad pada titik perjalanan injap yang telah ditetapkan. Laraskan suis had untuk mencetus dengan tepat pada kedudukan injap yang diingini, biasanya terbuka dan tertutup sepenuhnya untuk injap dua kedudukan, kemudian sahkan operasi yang betul dengan mengusap injap secara manual melalui julat penuhnya sambil memerhatikan perubahan keadaan suis. Sambungan elektrik untuk mengehadkan suis memerlukan perhatian kepada penghalaan wayar, pelepasan terikan dan perlindungan alam sekitar yang sesuai untuk lokasi pemasangan.
Konfigurasi Sambungan Sistem Pneumatik
| Komponen | Lokasi | Tujuan | Pelarasan Diperlukan |
| Pengawal selia penapis | Berhampiran lokasi injap | Penyaman udara dan kawalan tekanan | Tetapkan kepada keperluan penggerak |
| Injap solenoid | Antara pengawal selia dan penggerak | Penggerakan kawalan automatik | Tiada biasanya |
| Penduduk kedudukan | Dipasang pada penggerak | Kedudukan kawalan berkadar | Penentukuran diperlukan |
| Operator manual | Dilekatkan pada penggerak | Pembatalan manual kecemasan | Sahkan penglibatan |
| Injap ekzos pantas | Di pelabuhan penggerak | Penutupan injap pantas | tiada |
Prosedur Pentauliahan dan Ujian Fungsian
Ujian strok awal tanpa cecair proses mengesahkan operasi mekanikal, prestasi penggerak dan ketiadaan pengikatan atau gangguan sebelum memasukkan bahan yang berpotensi berbahaya ke dalam sistem. Sapukan udara instrumen secara beransur-ansur sambil memerhati pergerakan penggerak, mendengar bunyi luar biasa yang menunjukkan gangguan atau salah jajaran, dan mengesahkan perjalanan lancar melalui julat lengkap daripada kedudukan tertutup sepenuhnya kepada terbuka sepenuhnya. Untuk penggerak pemulangan spring, sahkan operasi selamat gagal yang betul dengan mengeluarkan tekanan udara dan mengesahkan injap bergerak ke kedudukan selamat yang telah ditetapkan dalam jangka masa yang dijangkakan. Ulangi ujian strok beberapa kali untuk mengenal pasti masalah terputus-putus dan memastikan operasi yang konsisten dan boleh diulang sebelum meneruskan ujian tekanan.
Ujian kebocoran tempat duduk menentukan keupayaan tutup injap, penting untuk aplikasi yang memerlukan penutupan ketat untuk mengelakkan pembaziran produk, mengekalkan kawalan proses atau memastikan kebolehpercayaan sistem keselamatan. Ujian kebocoran tempat duduk standard melibatkan tekanan injap dari bahagian hulu dengan injap ditutup, kemudian mengukur aliran kebocoran atau pereputan tekanan pada bahagian hiliran dalam tempoh masa tertentu. Tekanan ujian biasanya menyamai tekanan operasi maksimum atau peratusan tertentu daripadanya, dengan kadar kebocoran yang boleh diterima ditakrifkan oleh keperluan aplikasi dan piawaian industri seperti ANSI/FCI 70-2 yang mengklasifikasikan keupayaan tutup injap merentas berbilang kelas antara Kelas I untuk perkhidmatan am hingga Kelas VI untuk kebocoran minimum yang boleh dikesan dalam aplikasi kritikal.
Ujian penyepaduan sistem kawalan mengesahkan tindak balas injap yang betul untuk mengawal isyarat, mengesahkan operasi selamat gagal yang betul, dan mengesahkan fungsi saling kunci sebelum meletakkan injap dalam perkhidmatan biasa. Untuk injap on-off automatik, sahkan pembukaan dan penutupan yang betul sebagai tindak balas kepada penjanaan injap solenoid, menyemak kelajuan operasi dan mengesahkan perjalanan lengkap ke kedudukan terbuka dan tertutup sepenuhnya. Injap kawalan berkadar memerlukan penentukuran penentu kedudukan atau penukar arus-ke-tekanan, melaraskan tetapan sifar dan rentang sehingga kedudukan injap menjejaki isyarat kawalan dengan tepat sepanjang julat pengendalian. Uji fungsi interlock dengan mensimulasikan keadaan kecewa yang sepatutnya mencetuskan penutupan injap, mengesahkan bahawa injap bertindak balas dengan sewajarnya dan dalam tempoh masa yang diperlukan untuk mengelakkan proses lawatan atau kegagalan sistem keselamatan.
Masalah Pemasangan Biasa dan Tindakan Pembetulan
Pengikatan penggerak atau operasi lembap biasanya menunjukkan salah jajaran antara batang penggerak dan pemampat injap, pencemaran dalam ruang penggerak, atau tekanan udara yang tidak mencukupi untuk mengatasi daya operasi. Sahkan penjajaran pelekap penggerak dengan melonggarkan sedikit bolt pelekap dan periksa sama ada operasi bertambah baik, menunjukkan bahawa pemasangan yang tidak betul menghasilkan beban pengikat. Tanggalkan penggerak dan periksa komponen dalaman untuk pencemaran, kakisan atau kerosakan yang memerlukan pembersihan atau penggantian. Ukur tekanan bekalan udara sebenar pada penggerak di bawah keadaan operasi untuk mengenal pasti penurunan tekanan melalui tiub bersaiz kecil, kelengkapan ketat atau kapasiti pengawal selia penapis yang tidak mencukupi yang menghalang penghantaran tekanan penggerak yang diperlukan.
Kebocoran luaran pada sambungan badan injap mencadangkan pemasangan gasket yang tidak betul, tork bolt yang tidak mencukupi, permukaan pengedap yang rosak, atau bahan gasket tidak serasi yang telah rosak apabila bersentuhan dengan cecair proses. Bolt bebibir tork semula menggunakan jujukan dan nilai tork yang betul, mengesahkan mampatan seragam di sekeliling lilitan bebibir. Jika kebocoran berterusan, buka sambungan dan periksa keadaan gasket, gantikan gasket yang rosak atau terdegradasi dengan bahan yang sesuai yang disahkan serasi dengan cecair proses. Periksa permukaan pengedap bebibir untuk calar, gouges atau meledingkan yang menghalang pemampatan gasket yang betul, menapis semula atau menggantikan komponen yang rosak mengikut keperluan untuk memulihkan keupayaan pengedap.
Kebocoran tempat duduk yang berlebihan melebihi had yang boleh diterima menunjukkan kerosakan diafragma, bahan asing menghalang penutupan lengkap, saiz penggerak yang tidak betul, atau daya pengedap yang tidak mencukupi untuk mengatasi tekanan proses. Periksa diafragma untuk mengesan luka, koyakan atau ubah bentuk kekal yang menghalang tempat duduk yang betul pada badan injap. Keluarkan sebarang bahan asing yang tersimpan di kawasan tempat duduk yang menghalang penutupan sepenuhnya, memeriksa paip hulu untuk sumber serpihan yang memerlukan penapisan atau penapisan untuk mengelakkan berulang. Sahkan pengiraan saiz penggerak yang mengesahkan penjanaan daya yang mencukupi untuk memampatkan diafragma terhadap tekanan tempat duduk, terutamanya untuk aplikasi tekanan tinggi atau injap dengan kawasan diafragma yang besar yang memerlukan daya penutupan yang besar.
Perancangan Dokumentasi dan Penyelenggaraan
Dokumentasi pemasangan yang komprehensif menyediakan maklumat penting untuk penyelesaian masalah, perancangan penyelenggaraan dan pengubahsuaian masa hadapan, termasuk rekod terperinci spesifikasi injap, konfigurasi pemasangan dan keputusan ujian pentauliahan. Dokumenkan nombor teg injap, saiz, penilaian tekanan, pembinaan bahan dan nombor model khusus untuk badan injap dan penggerak, mewujudkan rujukan silang kepada rajah proses dan instrumentasi serta pangkalan data peralatan. Gambar injap dipasang dari pelbagai sudut yang menunjukkan sambungan paip, orientasi penggerak, aksesori dan kelegaan, menyediakan rekod visual yang berguna apabila merancang aktiviti penyelenggaraan atau menyiasat masalah operasi dari jauh.
Jadual penyelenggaraan pencegahan harus menangani selang penggantian diafragma, keperluan servis penggerak, perubahan elemen penapis udara dan ujian prestasi berkala berdasarkan cadangan pengilang dan pengalaman operasi. Diafragma mewakili komponen haus utama dalam injap diafragma pneumatik, memerlukan penggantian berkala berdasarkan kitaran operasi, keagresifan cecair proses dan kebocoran yang diperhatikan atau kemerosotan prestasi. Penyelenggaraan penggerak termasuk pelincir bahagian yang bergerak, memeriksa pengedap dan gelang-O, dan mengesahkan ketegangan spring dalam reka bentuk spring-return, dengan selang penyelenggaraan antara pemeriksaan tahunan untuk aplikasi tugas ringan kepada servis suku tahunan untuk injap yang mengalami keadaan perkhidmatan yang teruk atau aplikasi kritikal yang tidak bertoleransi terhadap kegagalan yang tidak dirancang.
Perancangan inventori alat ganti hendaklah termasuk diafragma bersaiz untuk setiap pemasangan injap, kit binaan semula penggerak lengkap, dan aksesori yang lazimnya gagal seperti gegelung injap solenoid, komponen penentu kedudukan dan suis had. Mengekalkan alat ganti yang mencukupi meminimumkan masa henti semasa penyelenggaraan pembetulan sambil membolehkan penggantian proaktif komponen haus sebelum kegagalan mengganggu operasi. Pertimbangkan untuk mengekalkan pemasangan injap ganti lengkap untuk aplikasi kritikal di mana masa henti yang dilanjutkan mewujudkan kerugian pengeluaran atau risiko keselamatan yang tidak boleh diterima, membenarkan penggantian pantas injap yang gagal sementara pembaikan diteruskan di luar talian tanpa tekanan masa menjejaskan kualiti.
Langkah Pengesahan Selepas Pemasangan
- Sahkan semua sambungan bolted mencapai nilai tork yang ditentukan dengan urutan pengetatan yang betul didokumenkan dan integriti sambungan disahkan melalui ujian kebocoran pada tekanan operasi
- Sahkan masa strok penggerak memenuhi spesifikasi dengan mengukur masa yang diperlukan untuk perjalanan lengkap dari kedudukan terbuka sepenuhnya kepada tertutup sepenuhnya di bawah keadaan operasi biasa
- Dokumen keputusan ujian kebocoran tempat duduk membandingkan kadar kebocoran yang diukur dengan keperluan yang ditetapkan dan piawaian industri untuk klasifikasi injap
- Uji operasi selamat gagal dengan mengeluarkan tekanan udara dan mengesahkan pergerakan injap yang betul ke kedudukan selamat yang telah ditetapkan dalam jangka masa yang diperlukan tanpa mengikat atau teragak-agak
- Sahkan integrasi sistem kawalan termasuk tindak balas isyarat, ketepatan petunjuk kedudukan, dan operasi fungsi saling kunci melalui ujian fungsi yang komprehensif sebelum operasi biasa bermula
- Dokumentasi pemasangan lengkap termasuk gambar, rekod ujian, data konfigurasi dan keperluan penyelenggaraan untuk dimasukkan ke dalam sistem pengurusan penyelenggaraan kemudahan
















{kind=link}