









Apakah Injap Diafragma Manual?
A injap diafragma manual ialah sejenis peranti kawalan aliran yang menggunakan membran fleksibel — diafragma — ditekan pada bendung atau tempat duduk di dalam badan injap untuk mengawal selia, pendikit atau menutup sepenuhnya aliran bendalir. Tidak seperti injap bola, injap pintu atau injap glob yang bergantung pada komponen logam tegar yang bergerak melalui aliran bendalir, injap diafragma memastikan semua bahagian penggerak mekanikal diasingkan sepenuhnya daripada bendalir proses. Ciri reka bentuk asas ini menjadikannya pilihan pilihan dalam aplikasi di mana pencegahan pencemaran, integriti kebersihan, atau rintangan kakisan adalah kebimbangan utama.
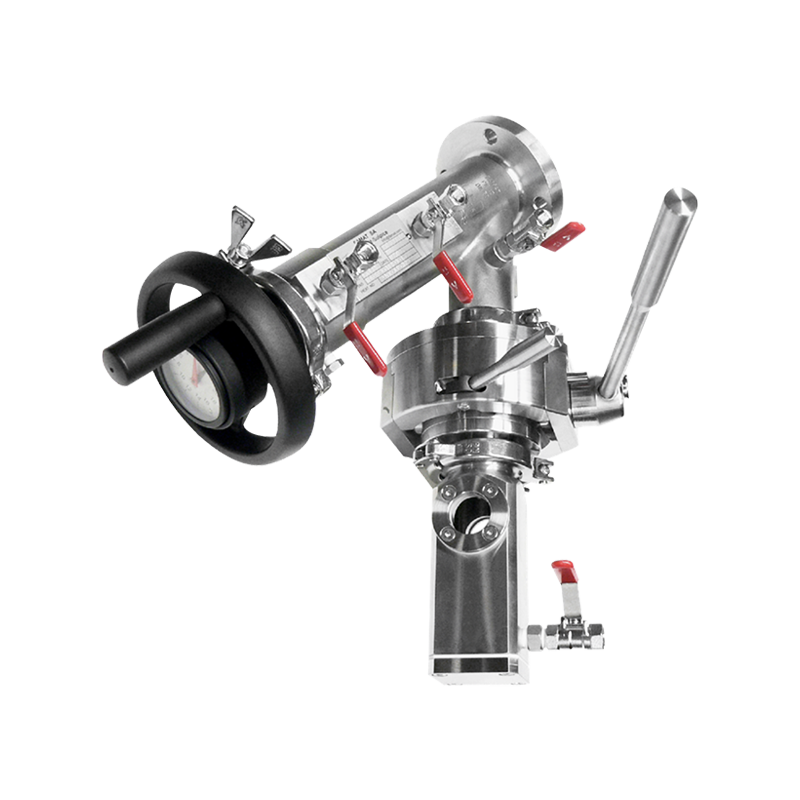
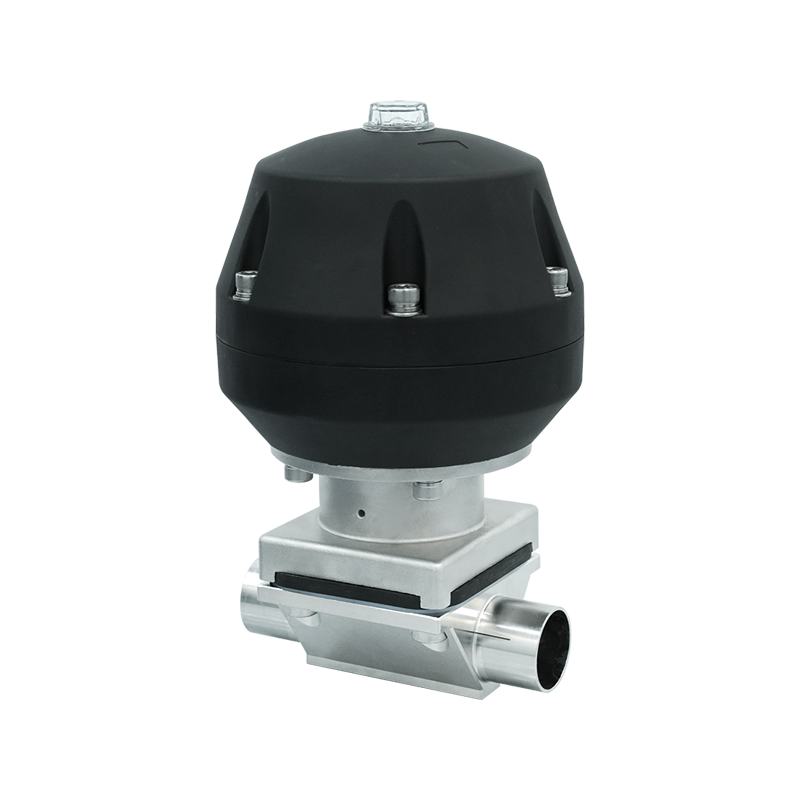
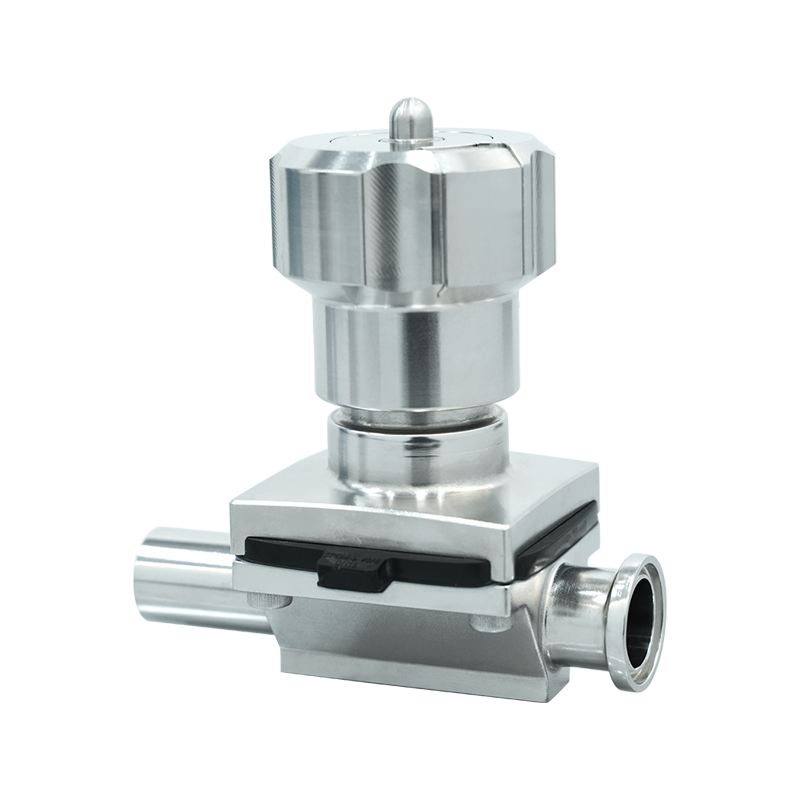
Penamaan "manual" merujuk kepada kaedah penggerak — diafragma dimampatkan atau dilepaskan dengan memusingkan roda tangan atau pemegang yang disambungkan melalui pemasangan batang dan pemampat, tanpa sebarang penggerak pneumatik, hidraulik atau elektrik. Injap diafragma manual digunakan secara meluas dalam pembuatan farmaseutikal, pemprosesan makanan dan minuman, pengendalian kimia, rawatan air, dan fabrikasi semikonduktor, di mana pengendali memerlukan kawalan langsung dan sentuhan ke atas aliran tanpa bergantung pada kuasa luaran atau isyarat kawalan.
Cara Injap Diafragma Manual Berfungsi
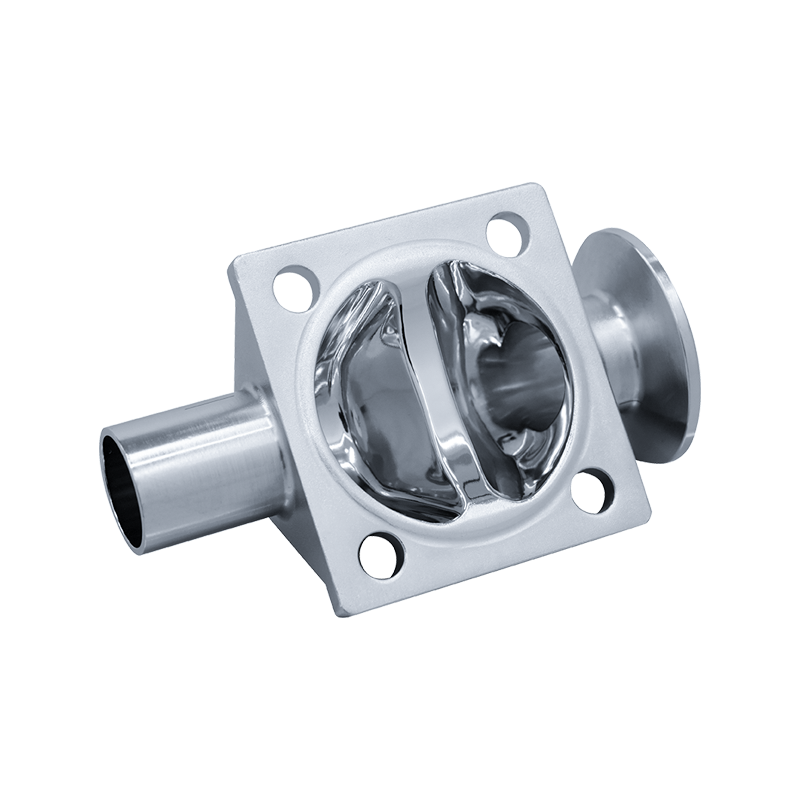
Prinsip pengendalian injap diafragma manual adalah mudah tetapi berkesan secara elegan. Badan injap mengandungi laluan aliran — sama ada tempat duduk dinaikkan jenis bendung atau lubang lurus — di mana diafragma fleksibel diletakkan. Diafragma diapit pada perimeternya di antara badan injap dan bonet, mewujudkan pengedap ketat tekanan yang secara fizikal memisahkan bahagian bendalir daripada bahagian mekanikal injap.
Apabila roda tangan dipusing ke arah penutupan, batang turun, memacu pemampat - cakera tegar atau pelana - ke bawah terhadap diafragma. Diafragma melentur ke bawah dan menekan pada bendung atau tempat duduk, secara beransur-ansur mengurangkan dan akhirnya menyekat aliran bendalir. Memusingkan roda tangan ke arah pembukaan akan menarik balik pemampat, membenarkan keanjalan semula jadi diafragma — dibantu dalam beberapa reka bentuk oleh spring kembali — untuk mengangkat keluar dari tempat duduk dan memulihkan aliran. Jumlah pusingan roda tangan antara kedudukan terbuka sepenuhnya dan tertutup sepenuhnya menentukan resolusi pendikit injap, yang merupakan salah satu kelebihan utama injap diafragma berbanding alternatif suku pusingan.
Weir-Type lwn. Reka Bentuk Badan Lurus
Injap diafragma manual dihasilkan dalam dua konfigurasi badan utama yang sesuai dengan keperluan aplikasi yang berbeza. Badan jenis empangan menggabungkan rabung yang dinaikkan - empangan - merentasi laluan aliran. Diafragma hanya perlu menempuh jarak yang dekat untuk menghubungi bendung ini dan mencapai penutupan, yang mengurangkan keletihan lentur diafragma dan memanjangkan hayat perkhidmatan. Injap jenis weir ialah pilihan standard untuk kebanyakan aplikasi industri dan kebersihan umum. Badan lurus atau lubang penuh tidak mempunyai bendung, membenarkan diafragma duduk di bahagian bawah rata lubang injap. Reka bentuk ini menyediakan laluan aliran yang tidak terhalang sepenuhnya apabila dibuka, menjadikannya sesuai untuk mengendalikan media likat, buburan atau bahan gentian yang akan tersumbat atau terkumpul pada empangan.
Bahan Diafragma dan Keserasian Aplikasinya
Diafragma ialah komponen yang paling terdedah secara langsung kepada cecair proses, dan pemilihan bahannya mempunyai pengaruh paling besar terhadap keserasian kimia injap, julat suhu dan hayat perkhidmatan. Memilih bahan diafragma yang salah untuk cecair proses adalah punca paling biasa kegagalan injap pramatang. Jadual berikut meringkaskan bahan diafragma yang paling banyak digunakan dan ciri aplikasi utamanya:
| Bahan Diafragma | Julat Suhu | Paling Sesuai Untuk | Had |
| Getah Asli (NR) | -20°C hingga 70°C | Air, asid cair, alkali ringan | Rintangan yang lemah terhadap minyak, pelarut, agen pengoksidaan |
| EPDM | -40°C hingga 120°C | Air panas, wap, asid cair, alkali, pemprosesan makanan | Tidak sesuai untuk minyak, hidrokarbon atau pelarut yang kuat |
| PTFE (Teflon) | -60°C hingga 150°C | Bahan kimia yang agresif, asid pekat, aplikasi ketulenan tinggi | Fleksibiliti yang lebih rendah; selalunya digunakan sebagai pelapik atas alas getah |
| Neoprena (CR) | -20°C hingga 90°C | Minyak, penyejuk, bahan kimia ringan, aplikasi luar | Rintangan terhad kepada asid kuat dan keton |
| Viton (FKM) | -20°C hingga 150°C | Bahan api, pelarut aromatik, perkhidmatan kimia suhu tinggi | Kos yang lebih tinggi; tidak sesuai untuk keton atau amina tertentu |
Dalam aplikasi makanan farmaseutikal dan ketulenan tinggi, diafragma bergaris PTFE dengan sokongan getah EPDM adalah standard industri. Lapisan PTFE menghubungi bendalir proses, memberikan kelenturan kimia yang luas dan memenuhi keperluan yang boleh diekstrak dan boleh larut, manakala sandaran getah menyediakan fleksibiliti dan daya tahan yang diperlukan untuk pengedap yang boleh dipercayai merentas beribu-ribu kitaran operasi.
Bahan Badan Injap: Memadankan Pembinaan dengan Proses
Walaupun diafragma mengendalikan cabaran sentuhan kimia pada bahagian bendalir, badan injap juga mesti menahan kakisan, tekanan dan suhu daripada persekitaran luaran dan daripada sebarang cecair yang mungkin menyentuh permukaan badan yang basah. Injap diafragma manual tersedia dalam pelbagai jenis bahan badan untuk disesuaikan dengan keadaan perkhidmatan yang berbeza.
- Keluli tahan karat (316L): Bahan dominan untuk aplikasi farmaseutikal, makanan dan kimia ketulenan tinggi. Keluli tahan karat 316L menawarkan rintangan kakisan yang sangat baik, boleh digilap pada nilai Ra di bawah 0.4 µm untuk perkhidmatan kebersihan, dan memenuhi keperluan bahan Kelas VI FDA dan USP. Ia mengendalikan pelbagai suhu dan tekanan proses tanpa ketidakstabilan dimensi.
- Besi tuang: Digunakan dalam perkhidmatan air dan utiliti industri am di mana kos adalah keutamaan dan permintaan rintangan kakisan adalah sederhana. Badan besi tuang biasanya dialas dengan salutan getah atau epoksi apabila mengendalikan cecair yang sedikit menghakis. Ia tidak sesuai untuk aplikasi farmaseutikal atau gred makanan.
- CPVC dan PP (termoplastik): Injap diafragma badan plastik dalam polivinil klorida atau polipropilena berklorin digunakan secara meluas dalam dos kimia, rawatan air, dan fabrikasi semikonduktor di mana cecair proses akan menghakis badan logam. Mereka menawarkan rintangan kimia yang sangat baik pada berat dan kos yang lebih rendah daripada aloi eksotik, tetapi terhad dalam penilaian tekanan dan suhu berbanding dengan badan logam.
- Hastelloy C dan titanium: Ditentukan untuk persekitaran kimia yang paling agresif — asid pengoksidaan pekat, perkhidmatan klorin atau aliran proses yang sangat menghakis yang menyerang keluli tahan karat standard. Bahan-bahan ini membawa premium kos yang ketara tetapi memberikan kebolehpercayaan di mana tiada bahan alternatif boleh berfungsi dengan baik.
- Besi mulur berlapis getah: Penyelesaian kos efektif untuk injap lubang besar yang mengendalikan buburan yang melelas atau aliran air yang menghakis dalam perlombongan dan rawatan air. Lapik getah melindungi badan besi daripada bendalir proses manakala besi memberikan kekuatan struktur pada diameter besar di mana keluli tahan karat akan menjimatkan kos.
Kelebihan Injap Diafragma Manual Berbanding Jenis Injap Lain
Reka bentuk injap diafragma manual menawarkan set kelebihan prestasi khusus yang menjadikannya sesuai secara unik untuk aplikasi tertentu, walaupun ia juga mempunyai batasan yang menjadikannya tidak sesuai untuk orang lain. Memahami di mana injap diafragma mengatasi teknologi bersaing membantu jurutera dan pakar perolehan membuat keputusan pemilihan yang wajar.
Kebocoran Batang Sifar ke Suasana
Dalam glob konvensional atau injap pintu, batang melalui pembungkusan atau pengedap yang menghubungi cecair proses dan boleh bocor ke atmosfera dari semasa ke semasa apabila pembungkusan haus. Dalam injap diafragma, batang tidak pernah menyentuh cecair proses - diafragma menyediakan penghalang hermetik kekal antara cecair dan bonet. Ini menjadikan injap diafragma sebagai pilihan utama untuk mengendalikan cecair toksik, berbahaya atau ultra tulen di mana sebarang kebocoran atmosfera tidak boleh diterima.
Keupayaan Pendikit yang Baik
Operasi roda tangan berbilang pusingan injap diafragma manual memberikan resolusi kawalan aliran yang lebih halus daripada bola suku pusingan atau injap rama-rama. Hubungan antara kedudukan roda tangan dan kadar aliran — ciri aliran injap — mengikut lengkung peratusan yang lebih kurang sama dalam reka bentuk jenis weir, bermakna setiap pusingan tambahan roda tangan menghasilkan peratusan perubahan aliran berbanding perubahan linear. Ciri ini menjadikan injap diafragma manual sangat sesuai untuk aplikasi proses yang memerlukan kadar aliran boleh laras yang stabil dan bukannya perkhidmatan hidup/mati yang mudah.
Kesesuaian Reka Bentuk Kebersihan
Geometri dalaman licin dan bebas celah badan injap diafragma yang direka dengan baik — terutamanya dalam pembinaan keluli tahan karat jenis empang — meminimumkan kawasan di mana produk boleh terkumpul dan mikroorganisma boleh menjajah. Ciri kebolehbersih ini, digabungkan dengan keupayaan untuk mengukus di tempat (SIP) dan membersihkan di tempat (CIP) tanpa dibongkar, menjadikan injap diafragma manual sebagai standard untuk sistem paip bersih dalam pembuatan biofarmaseutikal, pemprosesan tenusu dan pengeluaran minuman.
Had untuk Dipertimbangkan Sebelum Menentukan Injap Diafragma Manual
Walaupun kelebihannya, injap diafragma manual tidak boleh digunakan secara universal. Menyedari batasan mereka mengelakkan salah guna dan kegagalan pramatang dalam perkhidmatan.
- Had tekanan: Diafragma fleksibel mengehadkan tekanan kerja maksimum yang boleh dikendalikan oleh injap — biasanya 10 hingga 16 bar untuk reka bentuk standard, berbanding 40 bar atau lebih untuk injap pintu logam atau glob. Talian proses tekanan tinggi memerlukan jenis injap alternatif atau reka bentuk diafragma yang diperkukuh khas.
- Had suhu: Bahan diafragma mengenakan siling suhu atas yang lebih rendah daripada keupayaan bahan badan. Malah diafragma bergaris PTFE biasanya terhad kepada 150°C, menjadikan injap diafragma tidak sesuai untuk perkhidmatan wap suhu tinggi atau minyak terma.
- Keletihan diafragma dari semasa ke semasa: Membengkokkan diafragma berulang kali menyebabkan degradasi keletihan tanpa mengira kualiti bahan. Dalam aplikasi kitaran tinggi di mana injap dibuka dan ditutup berkali-kali setiap hari, penggantian diafragma menjadi aktiviti penyelenggaraan biasa yang mesti diambil kira dalam pengiraan kos kitaran hayat.
- Tidak sesuai untuk perkhidmatan vakum tanpa reka bentuk khusus: Injap diafragma standard tidak disyorkan untuk aplikasi vakum dalam kerana diafragma boleh ditarik ke dalam dan diherotkan oleh tekanan berbeza dalam arah penutupan. Reka bentuk berkadar vakum dengan sokongan diafragma tambahan tersedia tetapi mesti dipilih secara khusus.
Amalan Terbaik Penyelenggaraan dan Penggantian Diafragma
Program penyelenggaraan berstruktur untuk injap diafragma manual tertumpu terutamanya pada memantau keadaan diafragma dan menggantikan diafragma sebelum kegagalan keletihan berlaku dalam perkhidmatan. Diafragma yang gagal dalam garisan proses mengakibatkan pencemaran silang antara bahagian bendalir dan rongga bonet, yang boleh memasukkan pencemaran ke dalam proses kebersihan atau membenarkan cecair berbahaya melarikan diri dari pembendungan dalam perkhidmatan kimia.
Selang penggantian hendaklah diwujudkan berdasarkan hayat kitaran yang disyorkan pengilang untuk bahan diafragma dan keadaan operasi tertentu, dikurangkan dengan sewajarnya untuk suhu sebenar, tekanan dan pendedahan kimia dalam aplikasi. Sebagai garis panduan umum, diafragma dalam perkhidmatan kebersihan berterusan biasanya diganti setiap 12 hingga 24 bulan tanpa mengira keadaan yang ketara, manakala diafragma dalam perkhidmatan utiliti kitaran rendah mungkin bertahan lebih lama.
Apabila menggantikan diafragma, langkah berikut memastikan pemasangan semula yang betul dan prestasi bebas kebocoran:
- Asingkan dan kurangkan tekanan injap sepenuhnya sebelum dibongkar — jangan sekali-kali cuba penggantian diafragma di bawah tekanan.
- Periksa permukaan tempat duduk badan injap dan bonet untuk mengesan kakisan, pitting atau kerosakan mekanikal yang boleh menghalang diafragma baharu daripada mengelak dengan betul.
- Pasang diafragma baharu dengan orientasi yang betul — diafragma muka PTFE mesti dipasang dengan muka PTFE ke arah bahagian cecair proses.
- Bonet bonet kilas sama rata dalam corak silang kepada nilai tork yang ditentukan pengeluar — kilasan yang tidak sekata memesongkan bebibir pengapit diafragma dan mencipta laluan kebocoran.
- Lakukan ujian tekanan selepas pemasangan semula sebelum mengembalikan injap kepada servis, mengesahkan kebocoran sifar pada kedua-dua pengedap diafragma dan sambungan bonet.
Menyimpan stok diafragma gantian yang ditentukan dengan betul di tapak — disusun mengikut saiz injap dan bahan diafragma — memastikan penggantian berjadual dan kecemasan boleh diselesaikan tanpa kelewatan pengeluaran. Sentiasa gunakan OEM atau diafragma setara yang disahkan dan bukannya pengganti generik, kerana toleransi dimensi dan spesifikasi sebatian bahan adalah penting untuk mencapai prestasi terkadar dan keselamatan pemasangan injap.
















{kind=link}